

来源:中国核电信息网 发布日期:2008-05-06
Ap1000核岛主要设备国产化
The Localization of Main Epuipments in Nuclear lsland for AP1000
许连义
(中国机械工业联合会核电办公室,北京 100825)
摘 要:简要介绍了APl 000主要设备的特点及其制造难度、技术引进和国产化情况。我国将通过前2个核电自主化依托工程项目及其4套机组的建设,引进核电新技术,围绕国产化进行技术攻关,使APl000的设备国产化比例不断提高,到第5套机组时基本实现设备国产化。
关键词:APl000;第三代核电;技术引进:国产化
Abstract:The article briefly introduces the characteristics,manufacturing difficulty,technology impo~,andlocalization Ofmain eqmpments OfAPl000.China will introduce new nucleartechnology,tackle the keyproblemsOflocalization,through the construction Oftwo nuclearpower selfZreliantprojects with fourumts,making a steadyenhancement of equipment localization rate for APl000,and It will basically realizing a tatal localization for the construction of the fifth unit.
Keywords:APl000;The thirdgeneration nuclear power;Technology introduction;Equipment localization
1 APl000核岛主要设备国产化进展情况
2006-12—16,中美两国政府签订了MOU 《谅解备忘录》;2007-03-01,国家核电技术公 司筹备组与西屋联队(包括WESTINGHOUSE, WEBSTONE等公司)之间签订了引进APl000核 电技术和设备的框架协议;2007-05-22,国家核 电技术有限公司在北京人民大会堂成立;目前,整 个核岛系统,包括ll项核岛主设备和仪控的设计 /制造技术引进谈判工作已基本结束。
经过与美国西屋、威布斯通、EMD、SPX、派尔,韩国斗山,意大利安萨尔多等公司多次协商谈判, 签订了核岛设备国内分交生产合同,在第一、第二 座核电厂的4套核岛设备中,中方国产化设备价值 比平均约为60%;为满足这4套核电机组和今后 国产化的需要,国内许多设备制造企业正在进行技 术改造和关键工艺攻关的准备工作。
2 APl000主要设备简介
APl000为非能动核电厂,电功率1170MW, 核岛主设备除了特有的主泵和爆破阀等极少量的设备外,其他主要设备与目前国内为广东岭澳核 电扩建项目制造的二代加核电设备相近。如:广东核电系M 310型,而APl000为M 314型反应堆,其压力容器仅比M310高0.61m,外径约4.4m,重374t(CPR一1000的压力容器重337t),核燃料组件仍为157组;只是蒸汽发生器为△-125型直立式,每套核电机组有2台,单台重633t,高22.5m,每台有10025根U型管,管的外径为17.48mm,壁厚1.02mm,管板直径4.41m,厚0.797m,单台蒸汽发生器比CPR-1000的重。虽然U型管径比CPR-1000的细,但其制造仍然是 深孔钻、胀管、焊接和堆焊等技术和工艺;不过其下部水室封头则须大型锻件压制成型。每台蒸汽发生器有2台屏蔽泵垂直悬挂在水室封头下面,泵的进水口与水室封头出水口直接进行对接焊,泵的出水口则与主管道焊接,因此,有效地缩短了主管道的长度。图1为APl000冷却剂系统主设备布置。
3 APl000核岛主要设备的关键制造难点
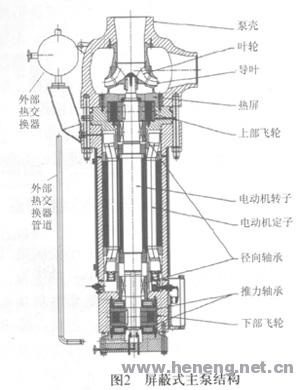
(1)APl000的主泵是屏蔽泵,是美国电气机械公司(EMD)独自开发用于APl000的主泵。与以往采用的轴封式主泵不同,屏蔽泵电机功率为5 500kW,60Hz,6900V,其功率之大、要求之高,使制造过程存在很大困难。电机壳体及用镍基合金材料屏蔽的电机转子和定子均是一回路介质的压力边界,不允许一回路带有放射性的水外泄,因此,对厚度仅为0.381mm的屏蔽套材料(HASTEIIOY-C276)的焊接和冷、热装配,以及水石墨润滑轴承、陶瓷密封端子、主泵叶轮和导叶等零部件的加工和装配精度要求极高;在电机轴上还装有3个轴承,2个径向和1个双向推力轴承,并带有2个转动惯量很大的飞轮,而且屏蔽泵必须在1:1的试验回路上进行型式试验,在各种性能都满足APl000核电厂要求后,才能正式投入产品的生产。在第4套核电机组上至少有2台国产屏蔽泵参与机组运行。屏蔽式主泵结构如图2所示。

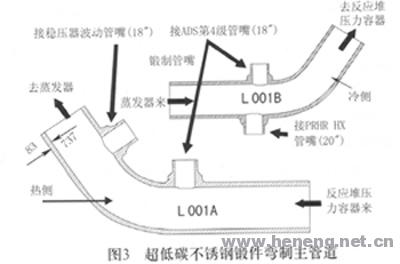
(2)主回路管道改变了过去的离心铸造工艺,而采用了锻造、加工、弯管的整体不锈钢管道,管道中间不允许有环焊缝,这要求有更多的不锈钢水,其冶炼、浇铸、锻造、热处理、深孔加工、弯管等工艺都有较大困难。目前,中国第一重型机械集团公司、中国第二重型机械集团公司、上海重工集团公司等都在抓紧研制;中国船舶重工集团公司已试制并弯制成主管道的样管,国家核电技术有限公司拟组织有关领导、专家和人员前去实地考察,如样管符合要求,则从首台机组开始即可实现国产化,否则将在3,4号机组实现。锻件弯制主管道如图3所示。
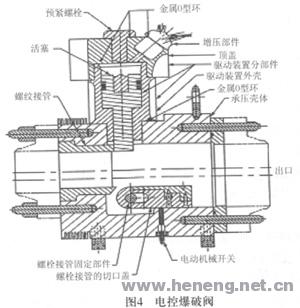
(3)爆破阀也是APl000非能动装置中的一种特殊设备,足用电信号引爆炸药来执行阀门开启功能的。在核电厂发生设计基准事故和严重事故情况下,它执行或协助执行反应堆冷却剂系统自动卸压,低压安注、和安全壳再循环的功能。电控爆破阀结构如图4所示。
每台机组中有12台3种规格、2种口径(356mm和203mm)和2种压力(17.1MPa和1.46MPa)的爆破阀,它采用与ADS系统第1,2,3级不同类型的阀门,达到多样性的要求,以改善概率安全分析的结果。具体作用是:
1)第4级自动卸压:组成自动卸压系统(ADS)第4级自动卸压子系统,系2路并联,每一路的爆破阀通过常开直流电动闸阀连接到反应堆冷却系统的热管段,一旦反应堆回路压力超过限定值,电信号即引爆炸药,开启此爆破阀,将主回路水排出,以达到卸压目的。本子系统共有4台直径为356mm的爆破阀。
2)低压安注:安全壳内换料水箱(1RWST)的水靠重力通过并联的2路爆破阀向反应堆堆芯注水。低压安注回路中有4台直径为203mm的爆破阀。
3)安全壳再循环:再循环水一路通过爆破阀和止回阀,另一路通过爆破阀和常开直流电动阀实现安全壳再循环,实现对堆芯的长期冷却。低压再循环回路中有4台直径为203mm的爆破阀。
电控爆破阀的位置如图5所示。
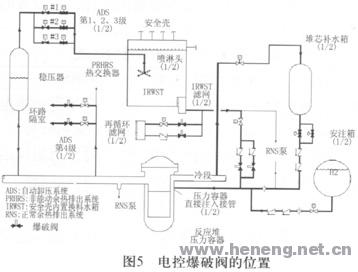
在国内核电厂的建设中,虽未使用过爆破阀,但在其他工程中却有相当的设计/制造基础和使用经验。通过技术转让和国产化谈判,在APl000第4套机组中可完全实现12台爆破阀的国产化。
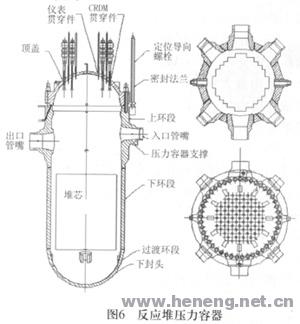
(4)大型铸锻件是当前世界采购的紧俏物资,在国际上采购十分困难。APl000反应堆压力容器所需的大型铸锻件必须满足60年寿命的要求,其中法兰接管段、一体化上封头、下封头的毛胚约需350t的合金钢锭,但目前只有日本可供货,且很难订上货。国内一重集团已为我国核电扩建项目冶炼锻造出法兰接管段,铸造出不锈钢泵壳体,锻造出APl000一体化顶盖锻件;该公司也在为型线复杂的蒸发器下部水室封头翻边工艺进行试验,以便与屏蔽泵壳体采取对接焊。采用翻边工艺则需要更大的锻造能力、更高的技术和更复杂的工装,一重集团目前已有1.5万t的水压机和600t的铸钢能力;二重集团和上海重工集团也分别在制造1.6万t和1.65万t的大型水压机和600t级的铸锭室。一个国家具有3台如此大型的水压机已属世界之最了,从硬件设施看,为研制三代核电大型铸锻件奠定了坚实的基础。目前,一重集团已为百万千瓦级核电锻造出压力容器和一体化顶盖;二重集团也锻造出了管板;上重集团计划2007年底锻造出CPR-1000堆内构件的不锈钢底板。按此情况,我国制造出大型铸锻件已为时不远了。
APl000的反应堆压力容器及蒸发器结构如图6,图7所示。

压力容器、蒸汽发生器等一回路主设备,过去一重、上海锅炉、东方锅炉等单位均有生产业 绩,因为二代加核电与APl000相差不大,所以在APl000第3,4套机组上完全可以实现国产化, 特别是稳压器设备,在APl000第l套机组上就完全可以实现国产化。(5)其他设备,包括堆内构件和控制棒驱动机 构也有别于过去的设备。比如,堆内构件更多采用了焊接方式,需要一定的工艺试验和攻关;驱动机构要进行必要的试验,以使其材料、零件和加工工艺能满足60年的寿命要求,在第3,4套机组上可实现国产化。环型吊车和装卸料机构除第1套由国外供货外,其余3套皆由国内生产。
(6)由45mm厚钢板成型的大型模块组焊成 核岛的安全壳,最大模块重近千吨,因体积较大, 技术虽由意大利安萨尔多公司负责,但首台恐怕 还须在国内制造,后几台将由中核建23公司和有 关单位负责技术、制造和施工。
(7)核二、三级阀门近年来国内有关企业已 为秦山、岭澳核电站供过货,也积累了一定经验, 可以继续为APl000提供部分阀门。
3 主设备设计/制造技术转让
西屋公司转让核岛工艺与系统设计,提供主 要设备的技术规格书和指导图,以及核蒸汽供应系统主设备的基础设计。
国家核电技术有限公司与西屋电气公司商定, 其他设备的设计与制造技术由西屋(分包方)联队提供。具体的主设备技术转让见表1。
目前,对主设备的设计、制造技术转让谈判已 基本结束(包括反应堆压力容器、蒸汽发生器、堆内构件、控制棒驱动机构、反应堆冷却剂水泵、爆破阀、仪控设备和环型吊车、装卸料机、安全壳等)。大型铸锻件的冶炼、浇注、锻造、热处理和核级阀门等不属本次的技术转让范围,没有进行谈判。

5 结 论
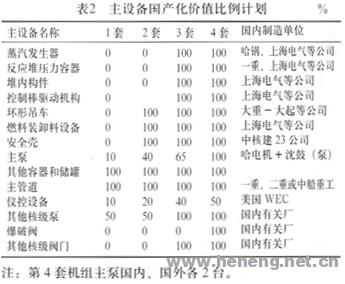
据不完全初步估计,APl000的4套核岛机组每套的国产化价值比例分别为40%,50%,60%和80%,4套机组平均国产化价值比例约为60%,从第5套机组开始可以基本实现国产化。主设备的国产化计划见表2。
遵守中华人民共和国有关法律、法规,尊重网上道德,承担一切因您的行为而直接或间接引起的法律责任。
中国核电信息网拥有管理留言的一切权利。
您在中国核电信息网留言板发表的言论,中国核电信息网有权在网站内转载或引用。
中国核电信息网留言板管理人员有权保留或删除其管辖留言中的任意内容。
如您对管理有意见请用 意见反馈 向网站管理员反映。
 同类 工程与设备技术
同类 工程与设备技术 ©2006-2028 中国核电信息网 版权所有 服务邮箱:chinahedian@163.com 电话:13263307125 QQ:526298284

 您的位置:
您的位置: